粉體行業在線展覽
粉體行業在線展覽



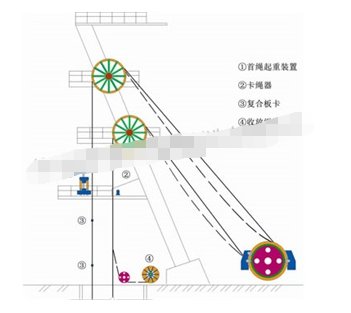
多繩落地式摩擦提升機

直接聯系
安宇(徐州)智能科技有限公司



江蘇
面議
安宇智能
多繩落地式摩擦提升機
389
多繩落地式摩擦提升機更換提升鋼絲繩的工藝分析
以往更換提升鋼絲繩一直采用新舊繩捆綁帶繩法。經過工藝改良,現采用將新舊繩與變頻小絞車相連接的牽引法。經現場實踐證明,該工藝與新舊繩捆綁帶繩法相比,工序更簡單,人員作業時間短,更換鋼絲繩能夠一次到位,而且在更換過程中,新舊鋼絲繩始終能處于受力狀態,可以防止繩子打扭現象,確保提升立井更換鋼絲繩時的安全操作,具有一定推廣意義。
目前,礦井煤炭的賦存條件使得煤礦的開采深度在逐步延伸,煤礦建設和高產高效工作面的日益增加,使得礦山機械裝備越來越趨于大型化,在大型的井工型煤礦中,礦井的主副井提升設備大多采用了多繩落地式摩擦提升裝備,依靠提升鋼絲繩與滾筒襯墊間的摩擦力實現提升和下放重物的功能。鋼絲繩是提升系統中的主傳動元件,在使用過程由于疲勞、斷絲、磨損、銹蝕等原因,強度逐漸降低。根據《煤礦安全規程》規定,當斷絲、磨損或使用年限超
過要求時須及時更換。主副井提升高度均在500 m 以上,投運后已進行了數次提升鋼絲繩的更換,根據使用檢修裝備和更換工序的主要特點,采用了兩種不同的工藝,一種為新舊繩捆綁提升機帶繩法,另一種為新舊繩連接小絞車牽引法。這兩種換繩工藝均已得到成功地運用。
1 新舊繩捆綁提升機帶繩法
該工藝主要是先將新舊鋼絲繩捆綁在一起,與提升容器共同慢速下放直至另一容器到達井口后,停止提升機,然后更換井口水平至絞車房的鋼絲繩。更換完成后,再反向開動提升機,逐步拆除井筒中舊繩,提升容器至井口后,將楔形連接裝置中桃型環繩頭部分進行更換。具體施工工藝流程為:
1) 將提升機2#提升容器開至適當位置,將回住絞車鋼絲繩分4 次( 與繩的數相同) 穿過上天輪上固定的滑輪從絞車房出繩口到達絞車房內。
2) 用繩卡將回柱絞車鋼絲繩與新鋼絲繩固定后,分別將4 根新鋼絲繩拖至井口。
3) 將每根新鋼絲繩與每根舊鋼絲繩用15 副繩卡固定。
4)0.5 m/S 的速度沿2#提升容器向下的方向開動提升機。
5) 每隔10 m 用小板卡將每根新舊繩進行捆綁固定,保證新舊繩的同時下放; 每隔20 m 用大板卡將8 根繩固定,防止繩在井筒中打扭。
6) 依次按上述方法開動提升機,直至1#提升容器開至井口乘人位置,閉鎖提升機。利用鎖繩器將井下的提升容器及新舊繩完全鎖住,將井口容器進行上起吊提約1. 5 m,用工字鋼穿過容器,固定在井口鎖口梁上。
7) 將提升容器楔型連接裝置頂部油缸中的油放盡,直至4 根鋼絲繩全松動,首繩連接裝置不受力時,逐個將舊鋼絲繩頭從連接裝置中取出。
8) 利用井口回柱絞車牽引,將井口至提升機房的舊鋼絲繩逐條進行拆除,同時將新繩沿井口、天輪、出繩孔、滾筒、出繩口、天輪、井口順序牽引到位,新繩穿過桃形環,固定牢固。
9) 將新繩入位,進入繩槽后,按調繩工藝,取出井口工字鋼并向油缸中打油,使四根鋼絲繩張力實現自動平衡。
10)以≤0. 5 m/s 的速度緩慢開動提升機,同時在車房回收舊繩。當提升機開至繩卡位置時,在井口拆卡。
11) 當2#提升容器開至井口位置時,將提升容器固定在井口,拆除新舊鋼絲繩固定繩卡,逐個將舊鋼絲繩頭從連接裝置中取出換成新繩。
12) 拆除工字鋼,全部回收舊繩,取出井口工字鋼并向油缸中注油,4 根鋼絲繩張力達到平衡。更換鋼絲繩作業完畢。
2 新舊繩連接變頻小絞車牽引法
與上述工藝不同的是,該工藝主要是依靠井上井下的輔助小絞車為動力,提升機和提升容器在井筒中均閉鎖不動,先將一根舊鋼絲繩的兩端從連接裝置拆開,新、舊鋼絲繩在井上牢固連接,利用井口16t 低頻小絞車和井下專用小絞車共同牽引,將舊繩下放至井底回收,新繩下放至井筒,到位后連接新繩與楔型連接裝置。一根鋼絲繩更換完畢后,再利用
相同工序更換其它鋼絲繩,一個工序更換一根,直至4 根鋼絲繩全部更換完畢。
2.1 施工前主要準備工作
1) 在地面選擇合適位置,安裝16 t 小絞車,并配套變頻控制系統和制動閘,使絞車的運行速度、方向處于安全可控狀態。
2) 準備好檢驗合格的4 根新鋼絲繩,在穩車上纏繞好第1 根與舊繩捻向相同的新鋼絲繩繩。按照捻向排列好的其它新鋼絲繩放置在井口待用。
3) 井底安裝4 臺舊繩回收車及配套電氣設備,每臺收繩車上纏13 mm 的鋼絲繩長50 m。
4) 準備好鋼絲繩卡,滑輪、鎖繩器、對講機、倒鏈等其它工具。
2.2 施工工藝流程
1) 將提升機1#提升容器懸掛裝置在上井口打壓后開始下放,將2#提升容器升至楔型連接裝置處高出作業平臺1. 5 m 后,停車并閉鎖。
2) 用11. 4 kW 的小絞車將新繩繩頭引至楔型連接裝置上方,將新、舊繩用5 副鋼絲繩繩卡連接。
3) 將舊繩在卡連接處下方200 mm 位置割斷,然后在絞車房將舊繩從繩槽內移出。
4) 井下作業人員,將對應舊繩繩頭從楔型連接裝置桃形環內移出,并和舊繩回收車的鋼絲繩連接。
5) 用變頻控制的小絞車控制,慢速下放新鋼絲繩至井筒中。井下工作人員同步回收舊繩至井底專用回收滾筒上。由專人在天輪、車房、井口、井下監護鋼絲繩的牽引情況。
6) 井筒中新繩到位后,距離搭接位置200 mm位置割斷新繩,并將新繩穿入楔型連接裝置,用板卡固定。
7) 在提升機房將新繩移入繩槽,然后在井口進行調繩完畢后,將新繩穿入楔型連接裝置桃形環,固定。
8) 按以上同樣工序更換其它3 根首繩。
3 工藝分析比較摩擦式提升機鋼絲繩的更換工作是多工種、多地點,多人員聯合作業,無論是那一種方法均必須有良好的勞動組織和施工作業準備,并要求任何一處的作業人員必須了解全部的作業工序,確保不能平行作業。在進行新舊鋼絲繩的連接時必須保證連接質量,確保各處的鋼絲繩卡的螺栓緊固必須完全符合要求,杜絕井筒中發生墜繩等較大惡性事故發生。在所有鋼絲繩與其它磨損的部位提前墊好橡膠皮,在鋼絲繩打卡處,U 型部分在新繩一側,以充分保護鋼絲繩不受損傷。在更換鋼絲繩過程中,為嚴格防止鋼絲繩捻向松動,捆綁法主要靠新舊繩每隔10 m使用繩卡防扭,而牽引法則在首尾打卡,靠鋼絲繩自身受力來防止捻向松動和打扭,并另做一防轉U 型板卡靠在舊繩上做安全保護。利用捆綁法更換鋼絲繩時,需計算井筒中捆綁新繩及繩卡等總質量是否超過該側提升機***靜張力差,以免引起新繩帶舊繩上行時“提不動”或滾筒襯墊處摩擦安全因數不足。解決此類現象的方法是: 減少本側提升容器的質量( 平衡錘可減少配重)或在另一側容器增加載重,以確保提升機兩側靜張力差小于提升機的允許***載重差。對兩種工藝進行分析比較,捆綁法工序較復雜,參與人員多,井筒和人工作業時間也較長,新舊鋼絲繩打卡多,對新繩的損傷也較大。牽引法則減少了井筒中捆綁和拆除新舊繩環節,可使鋼絲繩一次牽引到位,并能合理地控制井上變頻絞車的速度使其略小于井底絞車速度,基本可處于同步運行狀態,并可使牽引鋼絲繩時,井筒中鋼絲繩始終處于受力狀態,也不會發生鋼絲繩松捻和打扭事故發生,由于僅在鋼絲繩的首尾兩處打卡,不會對鋼絲繩造成任何損傷。總之,經過改良后的新舊繩連接變頻小絞車牽引法換繩工藝,既保證了作業人員的安全,又保證了鋼絲繩在檢修中不會受人為因素而引起損傷,安全性得到大幅提高。



