粉體行業在線展覽
粉體行業在線展覽





直接聯系
上海坤克路橋機械設備有限公司



上海
面議
6136
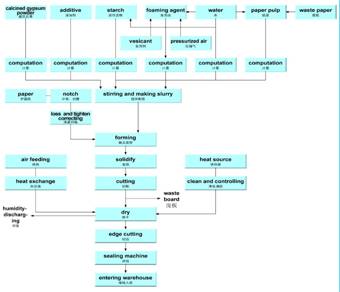
| 紙面石膏板簡介 紙面石膏板作為一種墻體材料,在建筑上占有重要地位。紙面石膏板是以建筑石膏為主要原料,摻入纖維,外加劑(發泡劑,緩凝劑)和適量輕質填料,加水拌和成料漿,澆注在進行中的紙面上,成型后再覆以上層面紙。料漿經過凝固形成芯板,經切斷、烘干,則使芯板與護面紙牢固地結合在一起。紙面石膏板具有質輕、保溫個人性能好,防火性能好,可釘、可鋸,可刨,施工安裝方便,主要用作建筑物內隔墻和室內吊頂材料。在攪拌機的結構上作了改進,使料漿攪拌得更加均勻,出料更為流暢,設備運轉率提高,為了適應紙面石膏板在施工安裝上的需要,增加了板邊部得強度。此外,普遍采用了平板拉出成型技術,便于板面的平整和寬度的調整,使成型的濕板質量不斷提高,于是,消除了在傳統方式下料漿在成型輥前大量堆積,對配料、水膏比、料漿的穩定性等方面也提出了更高的要求。采用動態發泡技術,使硬化后的石膏板面密度降低,強度提高。 PCS控制系統又使石膏板生產進入了一個新的控制階段,能使生產控制趨于系統化和網絡化,并輔助以工業電視裝置。 紙面石膏板生產線的主要工藝設備: 1、立式攪拌機2、拉出裝置3、電動糾偏機4、振動平臺;5、成型機;6、1#凝固皮帶機;7、2#凝固皮帶機;8、輥道輸送機;9、切斷機;10、加速輥道;11、廢品皮帶機;12、1#橫向(含翻板機);13、靠攏輥道;14分配機;15、干燥劑;16、出板機;17、2#橫向(含含片機);18、切邊機;19、1#成品輸送機;20、2#成品輸送機;21、堆垛機;22、側輥道紙面石膏板生產工藝流程圖以及簡介
配料部分: 備料: 改性淀粉、緩凝劑、紙漿、減水劑、水經定量計量后放入水力碎漿機攪拌成原料漿,然后泵入料漿儲備罐備用;發泡劑和水按比例投入發泡劑制備罐攪拌均勻,泵入發泡劑儲備罐(帶加熱裝置,保持35°以上)備用;促凝劑和石膏粉原料經提升輸送設備進入料倉備用; 配料: 料漿儲備罐中的漿料使用計量泵泵入到攪拌機,發泡劑使用動態發泡裝置發泡后進入攪拌機,促凝劑和石膏粉使用全自動計量皮帶稱計量后進入攪拌機,然后所有主輔料在攪拌機混合成合格的石膏漿。 說明:所有主輔料的添加都含在自動控制系統中,隨生產線速度的不同自動調節,以適應大規模、高速度的要求。 成型輸送部分 上紙開卷后經自動糾偏機進入成型機,下紙卷后經自動糾偏機、刻痕機、震動平臺進入成型機,攪拌機的料漿落到震動平臺的下紙進入成型機,在成型機上擠壓出要求規格的石膏板,然后再凝固皮帶上完成初凝、在輸送軌道上完成終凝,經過定長切斷機切成需要的長度(240mm,3000mm或其它)經1#橫向機轉向,轉向后兩站石膏板同時離開1#橫向機,然后使用靠攏輥道使兩張板材的間距達到要求后,經分配機分配進入干燥機干燥烘干部分 采用燃油型導熱油爐做成熱源,熱油經過翅片換熱器患處熱風后經風機進入干燥機內部完成烘干任務,本干燥機分為2區,能很好的完成石膏板干燥的干燥曲線,避免過燒、不干等缺陷。該工藝環保,節能、熱效率高、工藝參數容易控制。 2#橫向部分 干燥機完成干燥任務后,經出板機送入2#橫向系統,完成石膏板的定長切邊、全自動包邊,然后經過成品輸送機送入自動堆垛機堆垛,堆垛完成后使用叉車運送到打包區檢驗包裝,全套生產流程完成。 |