粉體行業在線展覽
粉體行業在線展覽




直接聯系
北京縱橫金鼎儀器設備有限公司



北京
面議
586
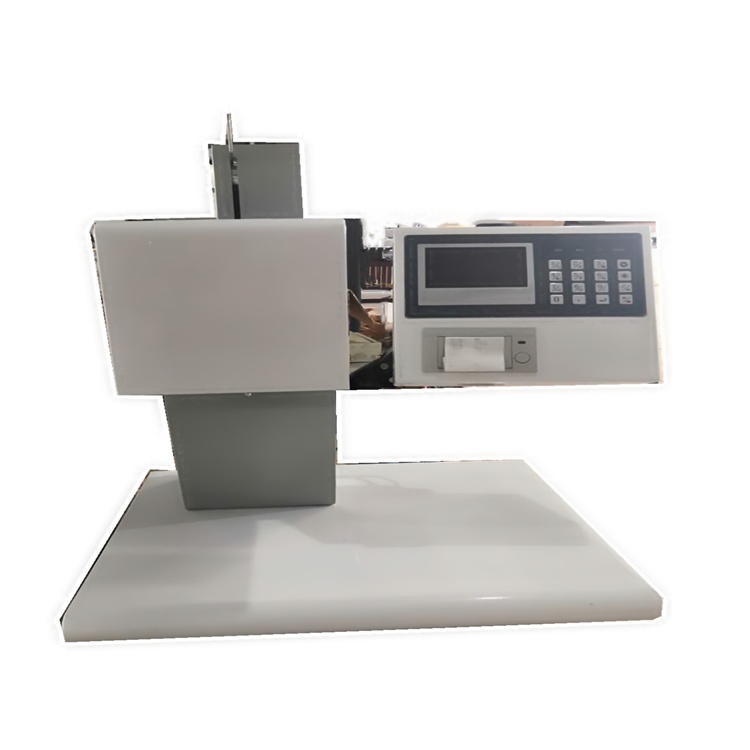
XNR-400H型熔融指數儀(熔噴布/PP料專用)
1. 概述
1.1主要用途及適用范圍
本熔體流動速率儀是用來測定各種高聚物在粘流狀態時熔體流動速率,它既適用于熔融溫度較高的聚碳酸酯、聚芳砜、氟塑料等工程塑料,也適用于聚乙烯、聚苯乙烯、聚丙烯、ABS樹脂、聚甲醛樹脂等熔融溫度較低的材料測試,廣泛地應用于塑料生產、塑料制品、石油化工等行業以及有關院校、科研單位和商檢部門。
本熔體流動速率儀滿足《GB/T 3682-2000 熱塑性塑料熔體質量流動速率和熔體體積流動速率的測定》、ISO 1133:2011和 ASTM D 1238-2010標準中規定的熱塑性塑料熔體質量流動速率和熔體體積流動速率的測試方法,使用前請操作者詳細閱讀本使用說明書。
1.2工作原理
熔體流動速率是指熱塑性塑料在一定溫度和負荷下,熔體每10min通過標準口模的質量,用MFR來表示,以及每10min通過標準口模的體積,用MVR表示,其數值可以表征熱塑性塑料在熔融狀態時的粘流特性,參見《GB/T 3682-2000熱塑性塑料熔體質量流動速率和熔體體積流動速率的測定》第6、7部分。
公式表示:
MFR(θ、mnom)=tref×m/t=600×m/t(g/10min)
式中: θ ——試驗溫度
mnom——標稱負荷Kg
m ——料段的平均質量g
tref——參比時間(10min):600秒
t ——切料時間間隔(單位:秒)。
1.3主要技術參數
控溫范圍: 50℃~450℃;
度示值誤差: ≤±0.2℃;
溫度波動度: ±0.1℃;
時鐘精度: 0.1s;
恢復時間短: ≤4min;
活塞位移示值誤差: ±0.01mm;
擠壓出料部分:
口模內徑:Φ2.095±0.005毫米
口模長度:8.000±0.025毫米
料筒內徑:Φ9.550±0.025毫米
活塞桿頭直徑:9.475±0.015毫米
活塞桿頭長度:6.350±0.100毫米
試驗砝碼(相對誤差≤0.5%),配重如下:
1級:0.325kg(活塞桿+砝碼托盤+隔熱套)
2級:1.200 kg=0.325kg+0.875kg
3級:2.160 kg=0.325kg+1.835kg
4級:3.800 kg=0.325kg+3.475kg
5級:5.000 kg=0.325kg+4.675kg
6級:10.000 kg=0.325kg+4.675kg+5.000kg
7級:21.600 kg=0.325kg+0.875kg+1.835kg+2.500kg+2.915kg+3.475kg+4.675kg
+5.000kg
1.4工作條件
環境溫度: 10℃~40℃的范圍內;
a環境相對濕度: 30%—80%以內;
電源電壓: 220×(1-15%)VAC~220×(1+10%)VAC,50Hz,500W(單相三線制)
周圍無震動,無腐蝕性介質的環境中;在穩固的基礎上正確地安裝并調至水平;工作時無強磁場干擾,周圍空氣無強對流。
2. 儀器安裝
2.1儀器開箱檢驗
儀器在搬運過程中要避免劇烈的振動和機械損傷,若由于包裝箱體破損,請及時與相關運輸部門聯系并通知我公司,請操作者不要自行處理。
按照裝箱單,對隨機附件逐一核對,附件若與裝箱單不符,請及時與我公司聯系。
2.2 附件
輔助主機部分完成試驗的裝置,由料筒、活塞、口模、砝碼、刮刀、裝料漏斗、加料頂桿等。
2.2.1 料筒,料筒置于爐體內腔,材料為合金鋼,內壁硬度較高。內徑為(9.550±0.025)mm,長度為160mm。
2.2.2 活塞,活塞材質為耐腐蝕合金鋼,硬度略低于料筒內壁硬度。活塞全長193mm,有效長度175mm,活塞桿直徑為9mm,軸線彎曲不大于0.02%。活塞頭長度為(6.35±0.10)mm,其直徑比料筒內徑小(0.075±0.010)mm,表面粗糙度小于0.25μm。活塞頭下部邊緣倒角的半徑為0.4mm。
2.2.3 口模,用碳化鎢制成,口模外徑與料筒內徑成間隙配合,口模內徑為(2.095±0.005)mm,內壁粗糙度小于0.25μm,高度為(8.000±0.025)mm。
2.2.4 砝碼,負荷是砝碼、托盤和活塞重量之和,精度為±0.5%。
2.2.5 漏斗及加料頂桿,漏斗及加料頂桿是加料裝置。把漏斗插入料筒內,試驗時把預先稱重處理好的試樣經漏斗填入料筒內,再迅速用加料頂桿壓實。
3. 試驗操作
3.1試樣制備
3.1.1試樣準備:在進行試驗之前,為使測量結果準確,要按產品標準準備好試樣(有的試樣需提前進行干燥處理)。試樣形狀:顆粒、粉料、小塊、薄片等形狀。
根據試樣的預計流動速率按下表稱取試樣。
試樣加入量與切樣時間間隔關系表
流動速率(g/10min) | 試樣加入量(g) | 切樣時間間隔(S) |
0.1~0.5 >0.5~1.0 >1.0~3.5 >3.5~10 >10~25 | 3~5 4~6 4~6 4~8 4~8 | 240 120 60 30 5~15 |
當測定MI大于25g/10min的材料時,為了獲得足夠的再現性,可能需要對小于0.1s的切斷時間間隔進行自動控制和測量或使用方法B。 | ||
注:
易氧化降解的試樣,在裝料前,須用氮氣吹掃料筒。
如果本試驗中所測得的數值小于0.1g/10min或大于100g/10min,建議不測熔體流動速率。
當材料密度大于1.0g/cm3時,可能需增加試樣量。
3.1.2 準備備用品: A隔熱手套1副; B口模清理棒;C漏斗;D加料頂桿; E擦拭活塞、口模、料筒用的紗布和軟布;F將一條寬約50mm左右的紗布條從料筒清洗棒頭部起,螺旋形纏繞在料筒清洗棒上,纏繞后的料筒清洗棒直徑應能插入料筒內且松緊適宜。
通電開機后屏顯如下圖所示:
3.1.3按鍵說明
“”設置鍵:點擊后進入參數設置界面,可對實驗參數和系統參數進行設置。
“”計量鍵:點擊后輸入實測溫度,校準系統溫度。
“”切料、刪除鍵:非輸入狀態下,按下進行切料,輸入狀態下,向前刪除一個字符。
“”啟動停止鍵:啟動或停止熔體流動速率試驗。
“”數字、語言鍵:非輸入狀態下,按下切換中英文顯示。
“”數字、啟動控溫鍵:非輸入狀態下,按下開始進行恒溫溫度控制。
“”數字、停止控溫鍵:非輸入狀態下,按下停止控溫。
“”數字、模式切換鍵:非輸入狀態下,按下此鍵,在質量法、體積法(位移)、體積法(時間)之間進行切換。
“”數字、質量鍵:非輸入狀態下,按下輸入切段質量(體積法,位移)或熔融密度(體積法,時間)。
“”數字、打印鍵:非輸入狀態下,按下進行打印輸出。
“”數字、清零鍵:非輸入狀態下,按下清除位移數據。
“”數字、查看鍵:非輸入狀態下,按下查看試驗結果數據。
“”回車鍵:輸入狀態下,按下確認退出輸入界面。
“” 數字、定時器鍵:非輸入狀態下,按下輸入定時器值。
“”“”數字輸入鍵。
3.2試驗操作
通電開機后屏顯如下圖所示:
3.2.1參數設置
按下“”按鍵,進入參數設置界面,如下圖所示:
溫度設置:
按“”鍵進入輸入界面,通過數字鍵和“”鍵輸入試驗溫度,按“”鍵確認退出。
加載負荷:
按“”鍵進入輸入界面,通過數字鍵和“”鍵輸入相應重量,按“”鍵確認退出。
時間間隔:
按“”鍵進入輸入界面,通過數字鍵和“”鍵輸入相應數值,按“”鍵確認退出。
切斷次數:
按“”鍵進入輸入界面,通過數字鍵和“”鍵輸入相應數值,按“”鍵確認退出。
定時器:
按“”鍵進入輸入界面,通過數字鍵和“”鍵輸入相應數值,按“”鍵確認退出。
系統時間日期:
再按下“”鍵翻到下一頁,按“”鍵輸入相應日期時間,比如2014年6月6日8點,則輸入1406060800按回車鍵即可。
注意:
本系統的PID參數是經過長期試驗測試調整的數據,您無需調整,若需改動請仔細調試。
3.2.2計量校準
3.2.2.1溫度校準
按下“”計量鍵,進入實測溫度輸入界面,如下圖所示:
輸入密碼后按“”鍵(本系統的密碼是“123456”),如下圖所示,輸入實測溫度按回車鍵即可,本系統的溫度計量點為:50℃,100℃,150℃,200℃,250℃,300℃,350℃。
3.2.2.2位移校準
將活塞桿放入料筒,下環線與爐體上平面齊平后,按下“”鍵,進行清零;然后活塞桿下移30mm后,按下“”計量鍵,進入實測位移輸入界面,輸入密碼“000000”后按“”鍵,然后輸入實測位移按回車鍵。
*后進行標記零位,將位移測量桿移至高點,按下“”鍵,移動活塞桿,使下環線與爐體上平面齊平后,輸入密碼是“666666”后按“”鍵完成零點標記。
3.2.3開始試驗
按下“”啟動控溫鍵,按照設定的試驗溫度進行恒溫控制,當系統恒溫后,顯示界面如下圖所示。
當系統恒溫30分鐘后,就可以開始進行樣品測試。
準備好試驗配件如:漏斗、加料頂桿、清料桿、口模清洗棒、紗布、隔熱帆布手套。
3.2.3.1質量法試驗
按“”鍵切換至質量法界面,如下圖所示:
設定測量試驗參數如:測量次數、時間間隔和試驗負荷等;設定計時器用于加料后的溫度恢復;
把試樣加入料筒后用壓料頂桿壓實,把活塞桿重新放入料筒中。
點擊“”按鈕,進行試驗控制,系統根據配置信息,控制切料電機進行切料。
樣條冷卻后,置于天平上,分別稱重,輸入到系統中,或計算質量平均值,輸入到系統中,按鍵輸入平均值然后會吃系統自動計算測試結果,界面顯示本次試驗的平均質量流動速率,然后按鍵打印試驗報告。
若試樣流動速率高于10g/10min,預熱時試樣會有較大損失,在這種情況下預熱期間可以不加砝碼或加較小的砝碼,在4min預熱結束后換成所需的砝碼。
3.2.3.2體積法(位移)
按“”鍵切換至質量法界面,如下圖所示:
設定測量試驗參數如:測量次數、位移間隔和試驗負荷等;設定計時器用于加料后的溫度恢復;
把試樣加入料筒后用壓料頂桿壓實,把活塞桿重新放入料筒中。
點擊“”按鈕,進行試驗控制,系統根據配置信息,控制進行試驗,試驗完成后按鍵輸入熔融密度,系統自動計算MFR測試結果,界面顯示本次試驗的平均流動速率,然后按鍵打印試驗報告。
3.2.3.3體積法(時間)
按“”鍵切換至質量法界面,設定測量試驗參數如:測量次數、時間間隔和試驗負荷等;設定計時器用于加料后的溫度恢復;
把試樣加入料筒后用壓料頂桿壓實,把活塞桿重新放入料筒中。
點擊“”按鈕,進行試驗控制,系統根據配置信息,控制進行試驗。
樣條冷卻后,置于天平上,分別稱重,輸入到系統中,或計算質量平均值,輸入到系統中,按鍵輸入平均質量,系統自動計算MFR測試結果,界面顯示本次試驗的平均流動速率,然后按鍵打印試驗報告。
3.3儀器的清洗
試驗完成后,應及時對儀器進行清洗,否則會影響本儀器的性能。
3.3.1活塞清洗
由于熔融料的粘附,活塞在直接提起的時候,阻力可能很大,此時可一邊順時針轉動基礎砝碼,一邊漸漸向上提起。
注意:勿逆時針轉動,否則可能導致活塞與砝碼端蓋脫開,料筒因基礎砝碼逆時針轉動而松動,在提起活塞時,可能會將料筒一并提出爐膛,給后續清洗工作造成較大的麻煩。
3.3.2用纏繞帶紗布的清洗桿插入料筒內迅速上下擦拭,到干凈為止。
注意:清洗和試驗操作中應帶隔熱手套,以免燙傷。以上操作都要趁熱進行,對一些難清洗的試樣可適當加些潤滑物(如硅油、石蠟或其他化學試劑)輔助清洗。禁止使用可能損壞活塞、料筒或口模表面的磨料或材料。
4. XNR-400H型熔融指數儀(熔噴布/PP料專用)存放、維護保養
本儀器及其附件必須置于干燥的環境內。
在試驗完畢附件必須加抹防銹脂,在試驗前除掉防銹脂。
在試驗完成之后,必須關掉電源,以免發生意外情況。
單相電源插座必須有接地線孔,并可靠接地。
異常現象發生,如不能控溫,不能顯示等,應關機,進行檢修
清洗活塞桿時,不能用硬物刮削。



